
Fein geführt, fest im Griff: Spannkräfte beim Werkstück-Fräsen sicher regulieren
Die Situation
Zerspanen, Fräsen, Bohren sind Arbeitsvorgänge, bei denen Kräfte von enormem Ausmaß Einfluss auf das Werkstück nehmen können. Wird hierbei höchste Präzision verlangt, wie bei der Serienfertigung von Pumpengehäusen, kommt ein Schraubstock mit festem Griff ins Spiel. Wird er von Hand oder robuster Automation geführt, unterschiedlich in der Spannkraft eingesetzt, kann es zu Intoleranzen bei der Bearbeitung führen. Eine hohe Ausschussquote der Werkstücke wäre die Folge.
Die Aufgabe
Dies zu verhindern fühlte sich die Hoffmann Group, Europas größter Werkzeuglogistiker, berufen. Mit der Überlegung, den Spannvorgang sensibel regulierend und gleichmäßig bei Serienfertigungen durchzuhalten, galt es ein Produkt mit einer Software zu entwickeln und zu fertigen, das den Schraubstockbetrieb per Elektronik konstant führt. Gleichbleibende Qualitätsergebnisse, bestenfalls bis zur Null-Fehler-Quote, sollten der anzustrebende Standard sein.
Unsere Lösung
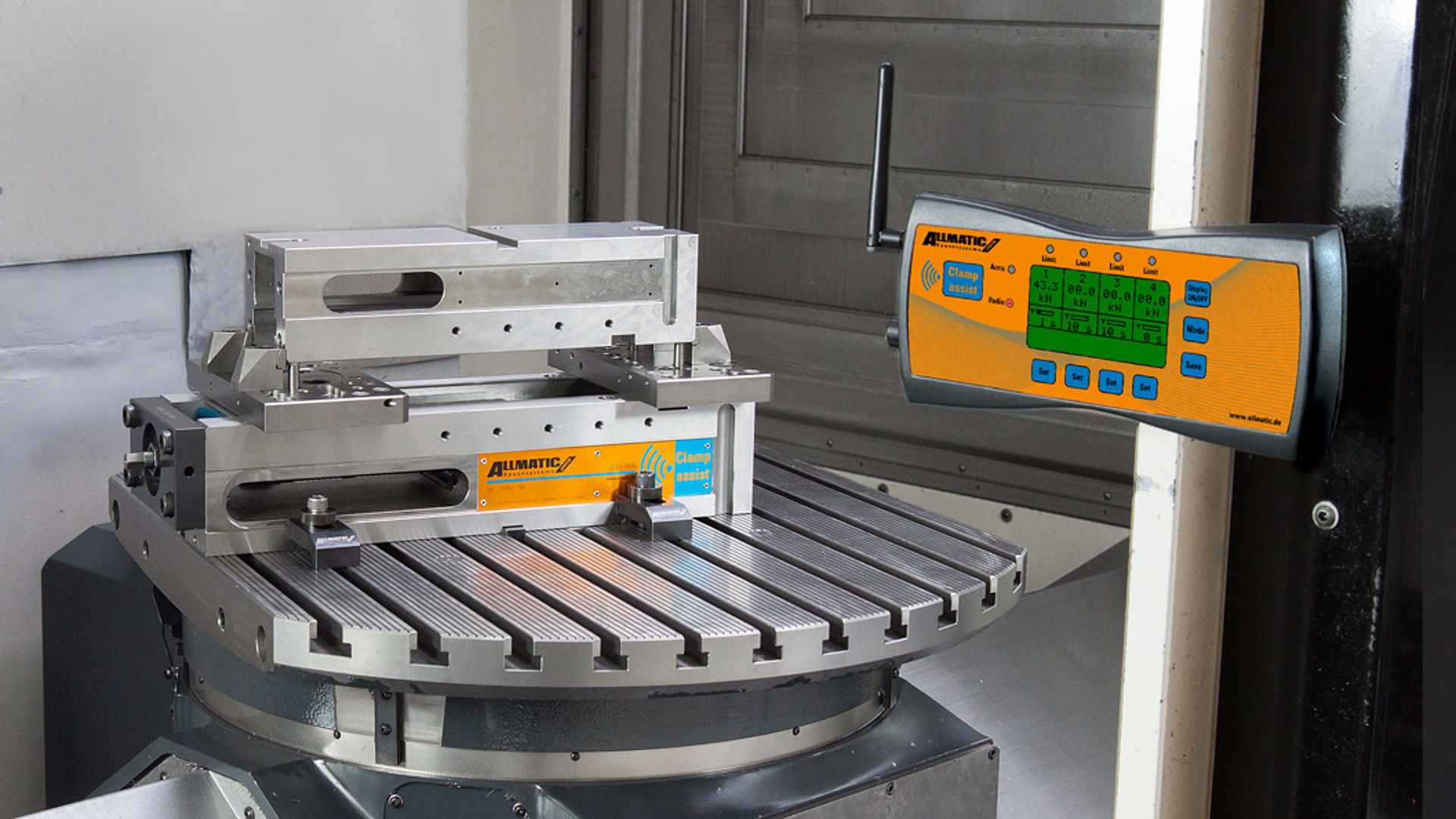
Die Bearbeitung von Werkstücken sehr verschiedener Metalle und anderen Materialien, lassen Späne entstehen und Kühlmittel fließen. So lag es nahe, die elektronische Sendeeinheit im Schraubstock geschützt und die Datenverarbeitung per Funksignal an eine mobile Empfangseinheit abzugeben. Das technische Konzept machte sehr schnell klar: Mechanik und Elektronik müssen sehr eng ineinandergreifen, da die Abgrenzung beider Schnittstellen kaum möglich ist, eher miteinander verschmelzen.
Gleich mehrere Vorteile ergab das fertige, künftig für verschiedene Schraubstocklängen einsetzbare Produkt, namens „ALLMATIC Titan 2 Clamp assist“:
1. durch Voreinstellung
- die äußerst sensible Spannkraftführung verhindert, dass zu starke Kräfte vorbearbeitete Werkstücke deformieren
- sichere Prozessführung bei serienmäßiger Fertigung
- materialspezifische Vorgabe der maximalen Spannkraft
2. durch Datentransfer in Echtzeit
- sofortiger Eingriff in den Verarbeitungsprozess bei unvorhergesehener Unter- oder Überspannung, beispielsweise beim Bedienen von Drehmomentschlüsseln
- mit dem Erfassen von Schwingungen im Werkstück kann sofort gegengesteuert werden (Drehzahl drosseln, Vorschubrücknahme, langsamere Werkstückverarbeitung)
3. durch Datenspeicherung
- dokumentarischer Nachweis über kontinuierliches, konstantes Einhalten vorgegebener Spannkräfte
- Dokumentation fehlerhafter Unter- oder Überspannung
- Protokolldokumentation, beispielsweise bei Schichtführung
Während der Gesamtprojektzeit – vom ersten Sondierungsgespräch bis zur Serienfertigung – unterzog der Auftraggeber das neue Produkt mehreren Feldtests im eigenen Unternehmen, in Etappen bestens praxiserprobt, bis zur Zulassung und Markteinführung.
Kurzprofil der Projektleistungen:
- Entwicklung / Machbarkeitsanalyse im Frühstadium der Entwicklung ; Definition der Anforderungen an die Elektronik für einen neuen, bislang unbekannten Arbeitsbereich
- Layout / Grundlagenarbeit zur Integration und Versiegelung der Baugruppe und der insularen Energieversorgung mit zwei Batterien in das Innere des Schraubstocks; Ausrichtung der Gesamtkonfiguration auf maximale Lebensdauer bei extrem geringem Energieverbrauch im Ruhezustand
- Fertigung / Solide Fertigung der Industrieelektronik nach ISO 9001 und IPC Class 2